15638936667 張經(jīng)理
地址: 鄭州市**技術(shù)開發(fā)區(qū)梧桐街西段

15638936667 張經(jīng)理
地址: 鄭州市**技術(shù)開發(fā)區(qū)梧桐街西段
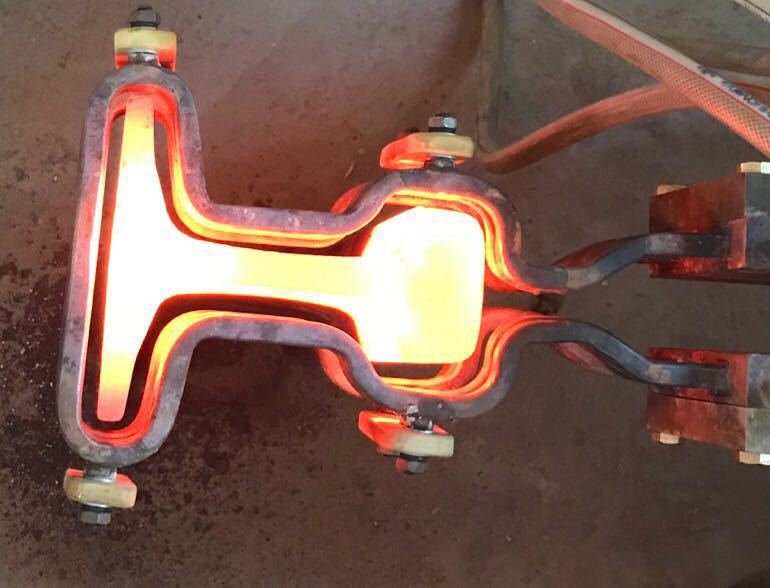
許多工件在進(jìn)行高頻爐感應(yīng)淬火時(shí)會發(fā)生各種各樣的變形問題,比如軸、板的彎曲問題,孔的脹大或者縮小,盤狀件的繞曲或者滾珠絲杠的伸縮,齒輪變形等等。針對這些變形問題,我們通過實(shí)驗(yàn)都找到了相應(yīng)的解決方法。
1、軸的彎曲畸變:在軸掃描淬火時(shí),放松上**,用彈簧**或者一端可自由伸長,消除工件加熱伸長時(shí)產(chǎn)生的阻力;增加校正輥,當(dāng)感應(yīng)加熱器通過加熱時(shí),可以自動的讓開。它和車床中心架起到的作用是一樣的;或者保證感應(yīng)器和噴液器盡可能的與工件處于一個同心圓周上,這樣加熱溫度和冷卻速度都會是均勻的,也會減少彎曲度。
2、板狀工件的凹形畸變:如果工件技術(shù)要求允許的話,可以使工件對稱淬火,將工件的兩個面同時(shí)掃描淬火,或者一面進(jìn)行高頻爐掃描淬火時(shí),另一面用火焰進(jìn)行加熱,都可以避免凹陷,減少畸變;將準(zhǔn)備淬火的工件先進(jìn)行凸形彎曲,等淬火后,工件又會產(chǎn)生凹陷變形,兩者正好抵消,避免了工件發(fā)生變形。
3、缸套內(nèi)孔發(fā)生變形:由于缸套外壁上有水冷卻,內(nèi)表面淬火后,缸套的內(nèi)部組織會體積增大,但是不能向外擴(kuò)大,只能向里邊擠,所以就出現(xiàn)內(nèi)孔收縮變形的現(xiàn)象。對此,我們可以在淬火之前把缸套的內(nèi)孔尺寸變大,淬火時(shí)正好抵消內(nèi)孔的收縮尺寸。
4、工件在加熱過程中發(fā)生變形,比如木工鋸片,在加熱淬火的過程中會呈現(xiàn)波浪形扭曲的現(xiàn)象,很不規(guī)則,這是由于局部加熱溫度不均勻?qū)е聼釕?yīng)力不均勻引起的。對此再采用高頻爐進(jìn)行加熱時(shí),爐內(nèi)溫度要先預(yù)熱到650℃左右,然后在進(jìn)行加熱,慢慢的降低溫度,這樣減小了鋸片上的熱應(yīng)力,也減少了它的扭曲變形。
5、齒輪變形:有些客戶要求齒輪在加熱時(shí),內(nèi)孔收縮要小于0.005%或者小于0.01%,但是一般情況下高頻爐對齒輪進(jìn)行淬火后,內(nèi)孔收縮會大于0.01%,我們可以對其再進(jìn)行高溫回火和正火處理,使齒輪內(nèi)部產(chǎn)生應(yīng)力,就可以控制內(nèi)孔收縮小于0.005%。